
Installer un cobot avec succès va bien au-delà de la promesse d’un ROI rapide : c’est un projet de gestion du risque et du changement.
- La sécurité de l’installation ne dépend pas du robot lui-même, mais de l’analyse de risques de l’application complète (outil, pièce, environnement).
- La rentabilité réelle doit s’évaluer sur le Coût Total de Possession (TCO), qui inclut l’intégration, la certification et la formation, bien au-delà du seul prix d’achat.
Recommandation : Auditez en priorité votre analyse de risques et le plan d’accompagnement de vos opérateurs avant même de choisir la technologie du cobot.
En tant que responsable de production ou QHSE, vous êtes au cœur d’un paradoxe : la nécessité d’innover pour rester compétitif et améliorer les conditions de travail, face à la crainte de perturber une ligne de production qui, malgré ses défauts, fonctionne. L’idée d’intégrer un robot collaboratif, ou cobot, est séduisante. Les promesses marketing vantent une installation « plug-and-play » et un retour sur investissement éclair, suggérant une solution miracle aux problèmes de Troubles Musculo-Squelettiques (TMS) et de productivité.
Pourtant, l’expérience terrain montre une réalité plus nuancée. Se focaliser uniquement sur la technologie du cobot en ignorant son écosystème est la première cause d’échec. Un projet de cobotique n’est pas un simple achat de matériel, mais une transformation en profondeur qui touche à trois piliers souvent sous-estimés : l’analyse de sécurité rigoureuse de l’application, le calcul du coût total de possession (TCO) au-delà du prix d’achat, et la gestion humaine du changement pour garantir l’adhésion des équipes.
Mais alors, si la clé du succès n’était pas dans le choix du robot, mais dans l’anticipation de ces implications non-technologiques ? Cet article propose une analyse objective, loin des discours commerciaux, pour vous donner les clés d’une intégration réussie. Nous allons décortiquer ensemble les mythes et les réalités de la cobotique sur ligne existante, pour que votre projet soit synonyme de rentabilité durable et non de gadget coûteux.
Pour naviguer à travers ces questions complexes, cet article est structuré pour vous apporter des réponses claires et pragmatiques. Découvrez les étapes essentielles pour transformer un projet cobotique en un véritable levier de performance.
Sommaire : Guide pratique de l’intégration cobotique sur ligne existante
- Pourquoi le ROI d’un cobot dépasse souvent 24 mois contrairement aux promesses ?
- Comment intégrer un bras cobotique en un weekend sans arrêter la production ?
- Cobot 6 axes ou SCARA : lequel choisir pour du pick-and-place léger ?
- L’erreur de zonage qui rend votre installation cobotique non conforme
- Comment faire accepter le cobot par vos opérateurs en 3 étapes clés ?
- Pourquoi l’algorithme règle la machine mieux que votre meilleur opérateur ?
- Pourquoi vos palettes s’effondrent-elles lors des freinages d’urgence ?
- Comment les systèmes intelligents réduisent-ils le gaspillage matière de 10% ?
Pourquoi le ROI d’un cobot dépasse souvent 24 mois contrairement aux promesses ?
Les chiffres avancés par les fabricants et certains intégrateurs sont souvent très optimistes. On entend parler de retours sur investissement spectaculaires, comme le cas de la société Osé qui estime le ROI de ses cobots à moins d’un an ou la promesse d’un ROI moyen de 195 jours pour certains modèles. Si ces performances sont possibles dans des contextes idéaux, elles masquent une réalité plus complexe pour la majorité des PME industrielles. L’erreur est de confondre le prix d’achat du bras robotique avec le coût total du projet.
La rentabilité réelle doit s’analyser à travers le Coût Total de Possession (TCO). Celui-ci inclut des postes de dépenses souvent négligés : le coût de l’intégrateur, le développement et l’achat du préhenseur spécifique, l’installation des capteurs de sécurité (scanners, barrières immatérielles), la certification de conformité CE de l’application complète, et surtout, la formation des équipes. Un cobot à 30 000€ peut facilement voir son coût total doubler, voire tripler, une fois ces éléments intégrés.
De plus, le gain ne se mesure pas seulement en cadence. Un cobot peut travailler 24/7 sans baisse de régime, mais son impact principal est souvent qualitatif : réduction drastique des TMS, amélioration de la qualité par la répétabilité, et libération des opérateurs pour des tâches de contrôle ou de supervision. Ces bénéfices, plus difficiles à quantifier, sont pourtant cruciaux pour une rentabilité durable et un climat social apaisé.
Comment intégrer un bras cobotique en un weekend sans arrêter la production ?
L’une des plus grandes craintes lors de l’intégration de nouvelles technologies est l’arrêt de la production. Pour une ligne qui tourne à flux tendu, chaque heure d’indisponibilité représente une perte sèche. L’idée d’implanter un cobot en un seul weekend, sans perturber le rythme de la semaine, n’est pas une utopie, mais le fruit d’une méthodologie précise : la préparation hors ligne de la cellule cobotique.
Cette approche consiste à ne pas assembler les éléments un par un sur la ligne de production. Au contraire, l’intégralité du poste de travail collaboratif est construite, programmée et testée en amont, dans un atelier ou une zone dédiée. Cette cellule pré-validée comprend le cobot monté sur son support, le préhenseur, le système de vision, les capteurs de sécurité et l’armoire de commande. Tout est câblé, programmé et soumis à des tests fonctionnels et de sécurité rigoureux avant même de s’approcher de la ligne.
Comme le souligne l’intégrateur ROBKUB, la stratégie gagnante est d’anticiper pour minimiser l’intervention sur site.
Assembler et tester l’intégralité du poste (cobot, préhenseur, vision, sécurité) hors ligne, pour n’avoir qu’à ‘plugger’ la cellule complète sur la ligne
– ROBKUB, Solutions cobotiques pour l’industrie
L’intégration durant le weekend se résume alors à quelques opérations rapides : positionner la cellule, réaliser les raccordements mécaniques, électriques et pneumatiques, et effectuer les derniers ajustements. Cette méthode « plug-and-produce » transforme une opération potentiellement longue et risquée en une intervention maîtrisée de 48 heures.
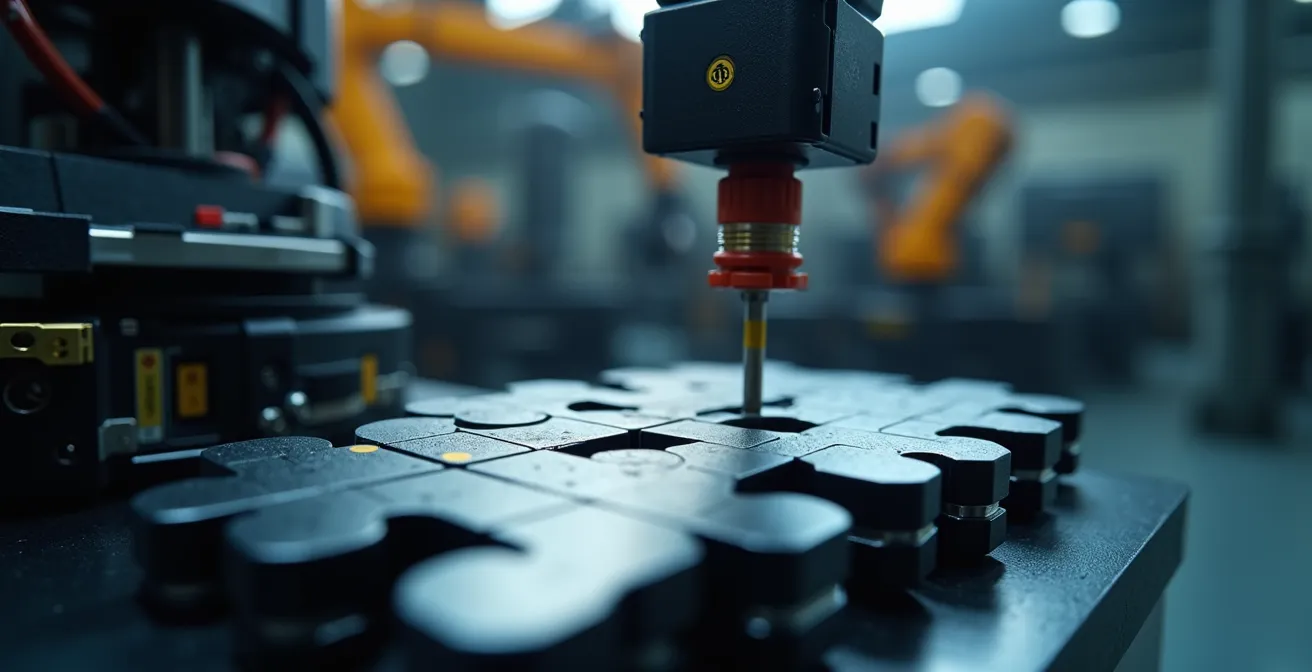
Cette visualisation du concept de cellule modulaire montre bien l’importance des interfaces de connexion rapide. En se concentrant sur la préparation, l’intégration sur la ligne devient une simple formalité, garantissant une reprise de la production dès le lundi matin, sans surprise.
Cobot 6 axes ou SCARA : lequel choisir pour du pick-and-place léger ?
Pour les tâches de prise et dépose (pick-and-place) de pièces légères, deux technologies de cobots sont souvent mises en concurrence : le bras polyarticulé à 6 axes et le robot SCARA (Selective Compliance Assembly Robot Arm). Le choix entre les deux n’est pas anodin et dépend entièrement de la complexité de la tâche, de l’environnement et des besoins de cadence. Un mauvais choix peut entraîner un surcoût inutile ou un manque de flexibilité pénalisant.
Le cobot 6 axes est le « couteau suisse » de la cobotique. Sa structure, qui imite le bras humain, lui confère une liberté de mouvement tridimensionnelle totale. Il peut saisir un objet sous n’importe quel angle, contourner des obstacles et s’adapter à des changements de production complexes. C’est le choix de la polyvalence par excellence. À l’inverse, le robot SCARA est un spécialiste de la vitesse sur un plan horizontal. Ses mouvements sont principalement limités aux axes X, Y et Z, avec une rotation de l’outil. Il est imbattable en cadence pour des tâches de pick-and-place simples, où les objets sont toujours présentés de la même manière sur un plan fixe.
Le tableau suivant synthétise les critères de décision pour vous aider à faire le bon choix en fonction de votre application spécifique, comme le détaille une analyse comparative des technologies robotiques.
| Critères | Cobot 6 axes | SCARA |
|---|---|---|
| Liberté de mouvement | Déplacement dans toutes les directions | Limité au plan horizontal |
| Encombrement | Plus important en hauteur | Compact sur plan fixe |
| Complexité maintenance | Plus complexe (6 articulations) | Simple et robuste |
| Flexibilité production | Excellente adaptabilité | Limitée aux tâches simples |
| Cadence pure | Moyenne | Excellente sur plan fixe |
| Coût | Plus élevé | Plus économique |
En résumé, si votre besoin est la flexibilité maximale et la capacité à gérer des tâches complexes ou évolutives, le cobot 6 axes s’impose. Si votre priorité absolue est la cadence sur une tâche de pick-and-place simple et répétitive, un SCARA sera souvent plus performant et plus économique.
L’erreur de zonage qui rend votre installation cobotique non conforme
L’une des idées reçues les plus dangereuses est qu’un cobot est « sûr par nature ». C’est faux. Un cobot est un robot conçu pour pouvoir opérer en toute sécurité dans un espace partagé avec un humain, mais cette sécurité n’est pas intrinsèque au robot : elle dépend de l’application dans son ensemble. L’erreur la plus commune est de négliger l’analyse de risques complète, considérant que l’achat d’un bras « collaboratif » suffit à garantir la conformité.
Comme le résume l’expert en sécurité Promation, la nuance est capitale.
Un cobot n’est pas automatiquement sûr : c’est l’application qui détermine la sécurité, et non le robot lui-même.
– Promation, La nouvelle norme robotique : implications pour les cobots
L’application complète inclut le robot, son outil (préhenseur, visseuse…), la pièce qu’il manipule et son environnement. Un cobot se déplaçant lentement à vide est inoffensif. Le même cobot manipulant une tôle aux arêtes vives à une vitesse plus élevée devient une source de danger majeur. La sécurité collaborative repose sur une analyse de risques rigoureuse, conforme à la norme ISO/TS 15066. Cette analyse doit identifier tous les contacts potentiels entre l’humain et le système robotisé, et s’assurer que les forces et pressions exercées en cas de contact restent sous les seuils de douleur définis par la norme.
L’erreur de zonage classique consiste à ne pas définir clairement les modes de fonctionnement. Une application peut être collaborative (vitesse réduite) quand l’opérateur est proche, et devenir industrielle (vitesse maximale) quand l’opérateur quitte la zone, grâce à des scanners de sécurité. Ne pas gérer ces transitions rend l’installation non conforme. D’ailleurs, la réglementation se durcit, et selon la nouvelle norme ISO 10218-1:2025, les cobots sont maintenant classés en 2 classes de robots (Classe I et II), imposant des exigences de sécurité encore plus précises.
Comment faire accepter le cobot par vos opérateurs en 3 étapes clés ?
L’intégration d’un cobot n’est pas seulement un défi technique, c’est avant tout un projet humain. La plus grande barrière n’est pas la technologie, mais la peur : peur du changement, peur d’être remplacé, peur de ne pas être à la hauteur. Sans l’adhésion des opérateurs qui travailleront à ses côtés, le cobot le plus performant restera au mieux sous-utilisé, au pire saboté. L’acceptation ne se décrète pas, elle se construit.
L’objectif est de transformer la perception du cobot, de le faire passer du statut de « remplaçant » à celui de « coéquipier ». Les témoignages d’opérateurs qui travaillent déjà avec des cobots sont éclairants. Ils ne voient plus la machine comme une menace, mais comme une aide précieuse.
C’est un outil de travail, mais avec un autre rôle. Il aide à faire des gestes que nous n’avons plus à faire. Je ne dirais pas un assistant, plutôt un collaborateur. […] Je le vois comme un coéquipier. D’ailleurs je lui ai déjà parlé.
– Une salariée, L’Usine Nouvelle
Pour atteindre ce niveau d’acceptation, une démarche structurée en trois étapes est essentielle :
- Implication précoce : La pire erreur est d’imposer le cobot. Il faut, au contraire, impliquer les futurs utilisateurs dès la phase de conception du projet. Organisez des ateliers pour identifier avec eux les tâches les plus pénibles et répétitives. Définir ensemble ce que le cobot fera et, surtout, ce qu’il ne fera pas, permet de rassurer et de leur donner un sentiment de contrôle.
- Formation et Ambassadeurs : Mettez en place un programme de formation solide, non seulement sur l’utilisation mais aussi sur la maintenance de premier niveau. Identifiez les opérateurs les plus motivés et faites-en des « opérateurs référents » ou des ambassadeurs. En devenant eux-mêmes formateurs internes, ils seront les meilleurs porte-paroles du projet.
- Valorisation des compétences : L’arrivée d’un cobot doit s’accompagner d’une évolution du poste de l’opérateur. Proposez de nouvelles fiches de poste qui transforment l’opérateur en superviseur de cellule robotisée. Ses missions évoluent vers le contrôle qualité, l’approvisionnement de la machine, la résolution d’aléas mineurs. C’est une montée en compétence qui valorise son rôle.
Plan d’action pour une adoption réussie du cobot
- Points de contact : Listez tous les postes et opérateurs qui interagiront directement ou indirectement avec le futur cobot.
- Collecte des irritants : Organisez des entretiens pour inventorier les tâches générant des TMS, de la fatigue ou un manque de valeur ajoutée.
- Atelier de co-conception : Confrontez les tâches identifiées aux capacités du cobot et définissez collectivement le périmètre d’automatisation.
- Programme Ambassadeur : Identifiez 1 à 2 opérateurs volontaires par équipe pour une formation approfondie et faites-en les référents du projet.
- Plan d’intégration : Définissez et communiquez les nouvelles fiches de poste valorisant les missions de supervision, contrôle et maintenance de 1er niveau.
Pourquoi l’algorithme règle la machine mieux que votre meilleur opérateur ?
Votre meilleur opérateur est une ressource inestimable. Son expérience, son intuition et sa connaissance intime de la machine lui permettent d’atteindre des niveaux de performance remarquables. Pourtant, même cet expert a ses limites : la fatigue, les variations de concentration et l’incapacité à traiter des milliers de données simultanément. C’est ici que l’algorithme qui pilote un cobot intelligent change la donne, non pas en remplaçant l’intelligence humaine, mais en la complétant avec une constance et une capacité d’analyse surhumaines.
Un opérateur ajuste une machine sur la base de 2 ou 3 paramètres principaux qu’il peut observer. Un système cobotique intelligent, lui, peut analyser en temps réel des dizaines de variables : la température ambiante, l’usure d’un outil, la légère déformation d’une pièce, la variation de viscosité d’un produit. En croisant ces données, l’algorithme effectue des micro-ajustements permanents, à une fréquence et une précision inaccessibles à un humain. Il ne cherche pas le « bon réglage », il maintient la machine dans un état de performance optimale continue.
Cette optimisation en continu a un impact direct sur la productivité. Là où un opérateur maintient une bonne moyenne, l’algorithme pousse le système à son plein potentiel, à chaque instant. Des études montrent que l’intégration de cobots avec optimisation algorithmique permet une augmentation du volume de production de 30% à 45%. Le rôle de l’opérateur n’est plus de « régler », mais de « superviser » le système, d’analyser les tendances rapportées par l’algorithme et de planifier la maintenance prédictive. L’expertise humaine est déplacée vers un niveau plus stratégique.
Pourquoi vos palettes s’effondrent-elles lors des freinages d’urgence ?
C’est un scénario classique et coûteux : une palette parfaitement filmée quitte la ligne de production, mais un freinage brusque du chariot élévateur dans l’entrepôt provoque son effondrement partiel ou total. La cause n’est souvent pas le filmage, mais la stabilité intrinsèque de la charge, compromise par un schéma de palettisation imparfait. Ce problème est souvent lié à la variabilité humaine.
Lors d’une palettisation manuelle, surtout en fin de journée ou lorsque la cadence est élevée, la fatigue s’installe. Un carton peut être positionné avec un léger décalage, un autre peut être un peu tourné. Ces imperfections, minimes individuellement, se cumulent. Elles créent des points de faiblesse dans la structure. Lors d’un freinage, la force d’inertie s’applique sur la palette. Si les cartons ne sont pas parfaitement imbriqués les uns dans les autres, ils glissent, créant un effet domino qui mène à l’effondrement. La stabilité d’une palette repose sur le principe du croisement des couches et de la répartition homogène du poids, ce que la fatigue humaine rend difficile à garantir à 100%.
Un cobot de palettisation, lui, est la garantie d’une répétabilité absolue. Programmé avec un schéma de palettisation optimisé, il place chaque carton au millimètre près, à chaque fois. Il assure un croisement parfait des couches et une cohésion structurelle maximale. Couplé à un système de vision, il peut même adapter le schéma en temps réel si les dimensions des cartons varient légèrement. Le résultat est une palette qui n’est pas seulement un empilement de boîtes, mais une structure monolithique et stable, capable de résister aux contraintes dynamiques du transport et de la manutention.
À retenir
- La rentabilité d’un cobot se mesure en Coût Total de Possession (TCO), incluant intégration et formation, et non sur le seul prix d’achat.
- La conformité sécurité ne vient pas du cobot, mais de l’analyse de risques de l’application complète (robot, outil, pièce) selon la norme ISO/TS 15066.
- L’adhésion des opérateurs est un prérequis au succès : elle se construit par l’implication, la formation et la valorisation de leurs nouvelles compétences.
Comment les systèmes intelligents réduisent-ils le gaspillage matière de 10% ?
Dans un contexte de hausse des coûts des matières premières, la réduction du gaspillage est un levier de rentabilité majeur. Si l’objectif d’une réduction de 10% est ambitieux, il est atteignable grâce à la précision et à l’intelligence des systèmes cobotiques. Le gaspillage matière a deux sources principales : les rebuts dus à une mauvaise qualité et la surconsommation de consommables. Un cobot intelligent s’attaque à ces deux problèmes à la racine.
La clé est, encore une fois, la constance et la précision. Prenons l’exemple d’une tâche de ponçage ou de polissage. Un opérateur, même expérimenté, appliquera une pression et un angle qui varient légèrement au cours de la journée. Ces variations peuvent entraîner une qualité inégale, créant des pièces non conformes qui doivent être mises au rebut. Un cobot, équipé d’un capteur de force/couple, applique une pression constante et suit une trajectoire parfaite, garantissant une qualité homogène sur 100% de la production et réduisant ainsi drastiquement le taux de rebut.
Le second levier est l’optimisation des consommables. L’étude de cas de l’entreprise Osé est très parlante : en automatisant le ponçage, non seulement la qualité des pièces s’est améliorée, mais l’entreprise a réalisé des économies significatives sur les consommables, notamment les abrasifs. Un cobot utilise l’outil de manière optimale, sans mouvement superflu et avec une usure régulière, prolongeant sa durée de vie et réduisant la fréquence de remplacement. Appliqué à la dépose de colle, de peinture ou à la découpe, ce principe permet d’utiliser la juste quantité de matière, à chaque fois, éliminant la surconsommation qui sert souvent de « marge de sécurité » dans un processus manuel.
Au final, l’intégration d’un cobot est bien plus qu’une simple modernisation technique. C’est une décision stratégique qui, lorsqu’elle est correctement menée, transforme en profondeur la performance d’une ligne de production. Pour évaluer la pertinence d’un projet cobotique pour votre situation spécifique, la première étape consiste à réaliser un diagnostic complet de vos besoins en matière de sécurité, de productivité et d’accompagnement humain.